


Precision Stamping Die Cutting Insert
Shenzhen Xincheng Precision Technology Co., Ltd. on erikoistunut ultratarkkuuteen hidaslankaiseen EDM-työstöön, mikromittakaavaiseen profiilileikkaukseen, volframikarbidin tarkkuuskoneistukseen ja tarkkuusmuottikomponenttien valmistukseen. Yritys on varustettu erittäin tarkoilla hidaslankaisilla EDM-koneilla, kuten Sodick AP250L ja Seibu MM35HP, sekä Keyence IM -sarjan automaattisilla tarkastusjärjestelmillä. Tämän ansiosta voimme toteuttaa erittäin haastavia, erittäin tarkkoja mikrotyöstöprojekteja ja tarjota sinulle korkealaatuisia tarkkuusleimaavia stanssausterät.
Lähetä kysely
Tuotteen Kuvaus
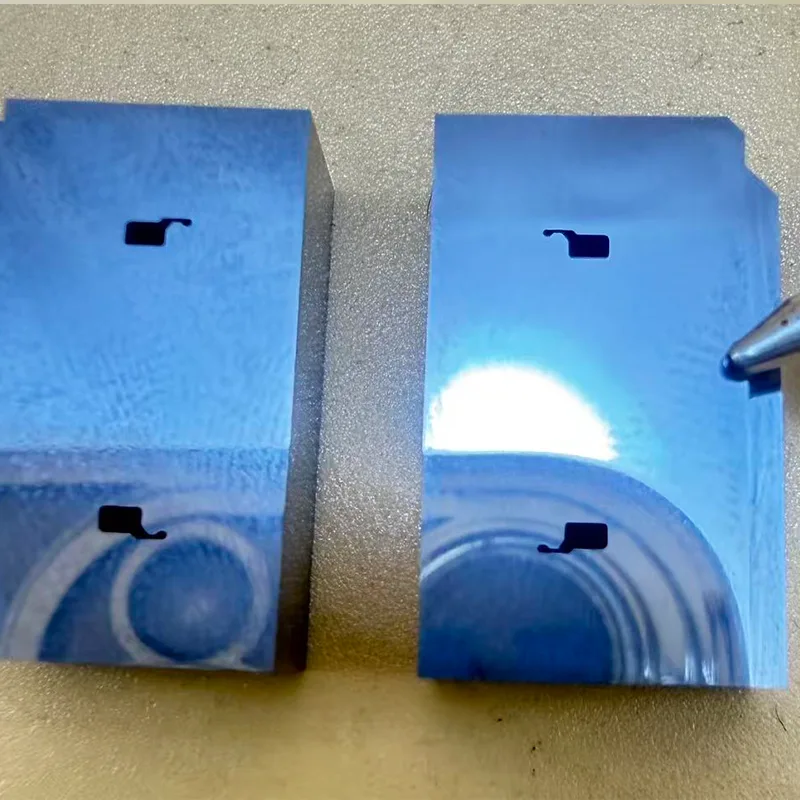
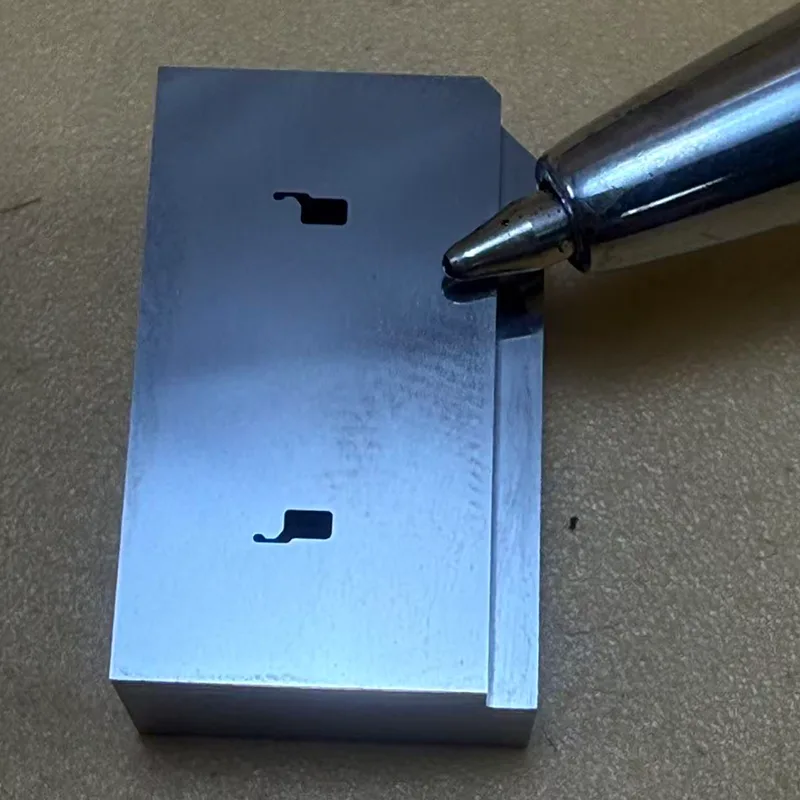
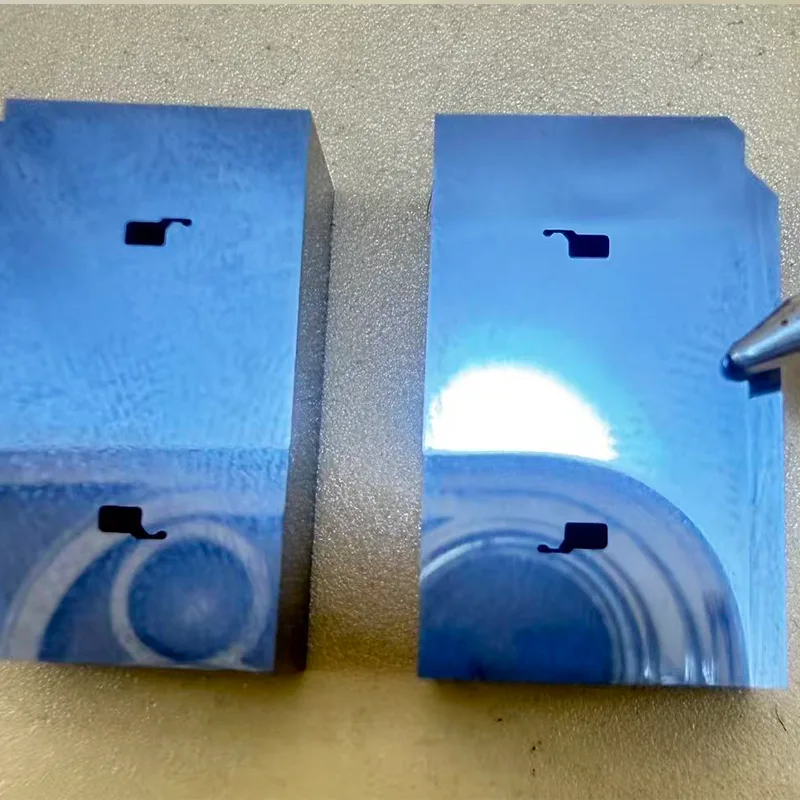
Tämä tapaustutkimus esittelee erittäin tarkan hidaslankaisen EDM-työstöprojektin huippuluokan tarkkuusleimaussärmäykselle. Sisäke on valmistettu KD20-sementoidusta kovametallista (volframikarbidi), jonka materiaalin kovuus on HRA 90–92; se edustaa tyypillistä esimerkkiä erittäin kovasta, erittäin hauraudesta erittäin tarkasta muottikomponentista. Tuotteen geometria sisältää monimutkaiset mikroprofiilit, nollakartiot suorat leikkuureunat ja monimutkaiset tarkasti kartiotetut rakenteet. Näitä inserttejä käytetään laajalti liitinmuottien, IC- ja puolijohdemuottien, uusien energiasovellusten tarkkuuslaitteistojen ja huippuluokan elektronisten leimausmuotien aloilla.
Koneistusparametrit
|
Käsitellään tuotetta |
Parametrien tiedot |
|
Työkappaleen nimi |
Tarkkuusleimaus, leikkaava reunasisä |
|
Käsittelylaitteet |
Sodick AP250L Wire EDM kone |
|
Elektrodin langan halkaisija |
0,05 mm erittäin hieno kuparilanka |
|
Käsittelytekniikka |
1 karkea leikkaus + 8 viimeistelyleikkausta |
|
Testauslaitteet |
Keyence IM-1220 automaattinen kuvanmittauslaite |
|
Työkappaleen materiaali |
KD20 volframikarbidiseos |
|
Materiaalin kovuus |
HRA 90–92 (noin HRC 69–72) |
|
Mitattoleranssikapasiteetti |
±0,001 mm |
|
Ulkoinen koneistusmenetelmä |
Yhdistetty kiinteä leikkaus- ja hiontaprosessi |
|
Suora terärakenne |
2mm Korkeus, 0° Nollakartio suora terä |
|
Kartion leikkausrakenne |
0,5° Täysympyrä kartiomainen leikkaus alaosassa |
Koneistusprosessin ydinvaatimukset
Ulkoinen profiili käsitellään käyttämällä yhdistettyä leikkaus- ja hiontastrategiaa, jotta varmistetaan, että peruspisteen mitat määritetään tarkasti yhdellä toimenpiteellä, mikä parantaa yleistä kokoonpanon tarkkuutta ja peruspisteen yhtenäisyyttä.
Sisäontelossa on +0,005 mm:n yksipuolinen työstövara. Useiden viimeistelykertojen avulla mittoja lähestytään vähitellen lämpövaikutusten ja mittojen poikkeaman minimoimiseksi.
Sisäinen suora leikkuureuna, joka on 2 mm korkea, on tiukasti valvottu 0°:n (nolla) kartiomaisuuden säilyttämiseksi, mikä varmistaa ylivertaisen leimauspinnan laadun ja huipputason johdonmukaisuuden.
Leikkuuterän alaosassa on koko ympärysmitta 0,5° kartio (releefkulma), joka parantaa romun poiston vakautta jatkuvan meiston aikana.
Jokaiselle työkappaleelle suoritetaan täysimittainen tarkastus Keyence IM-1220 täysautomaattisella kuvanmittausjärjestelmällä, mikä luo suljetun silmukan ohjausjärjestelmän koneistuksen ja tarkastuksen välille.
AP250L + 0,05 mm lanka + 1 karkea leikkaus / 8 viimeistellyt prosessin ohjaus
Koneistus suoritetaan ultrahienolla 0,05 mm kuparilangalla, mikä asettaa äärimmäisen korkeat vaatimukset laitteiden vakaudelle, sähköpurkauksen ohjaukselle ja langan kireyden hallintaan.
Työstöprosessin aikana käytetään strategiaa, jossa purkausenergiaa vähennetään asteittain jokaisella viimeistelykerralla. Tämä sisältää yhden karkean lastuamisen, jota seuraa kahdeksan erittäin vähän energiaa kuluttavaa viimeistelyä, jotka vähentävät asteittain KD20-volframikarbidimateriaalin sisäistä jäännösjännitystä. Useat viimeistelykerrat vähentävät tehokkaasti sähköpurkaukseen vaikuttavan kerroksen paksuutta, parantavat terän rakenteellista eheyttä ja pidentävät terän kulutuskestävyyttä ja käyttöikää.
Pienen energian polun kompensointiohjausta sovelletaan pienikokoisilla alueilla minimoimaan ylileikkauksen riski pienissä kulmissa ja lämpövaurioita hienoille rakenteellisille ominaisuuksille.
Pitkäaikaisten työstöoperaatioiden aikana etusijalle asetetaan langan kireyden vakauden ja sähköpurkauksen tasaisuuden säilyttäminen langan katkeamisen, kulmien halkeamisen ja mittapoikkeaman riskien vähentämiseksi.
Kahdeksan viimeistelyn jälkeen leikkuuterä saavuttaa purseettoman, romahtamattoman ja erittäin kiillotetun peilimäisen viimeistelyn.
Mikrorakenteiden koneistuksen haasteita
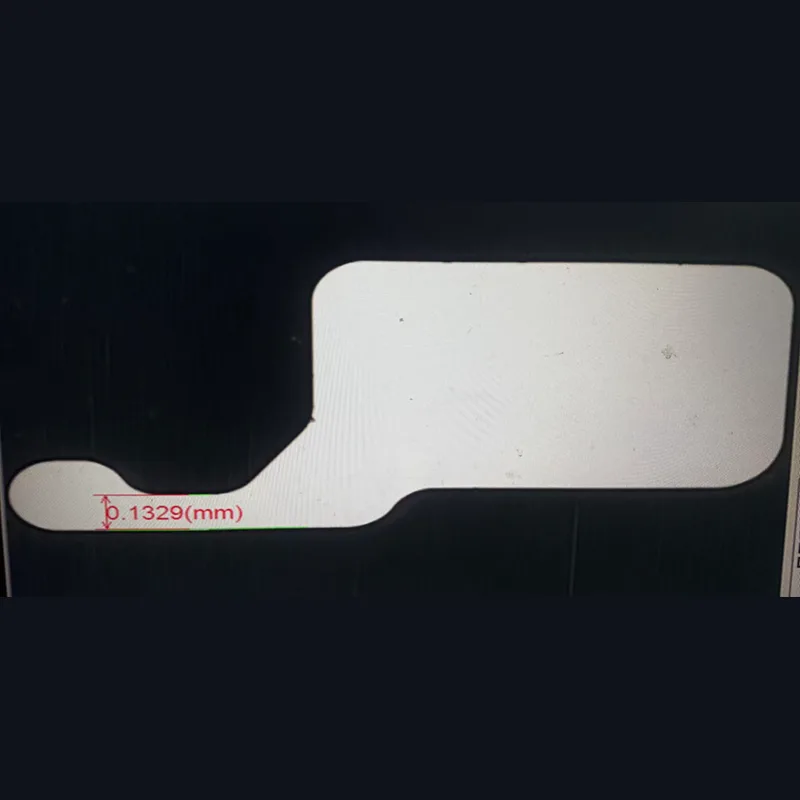
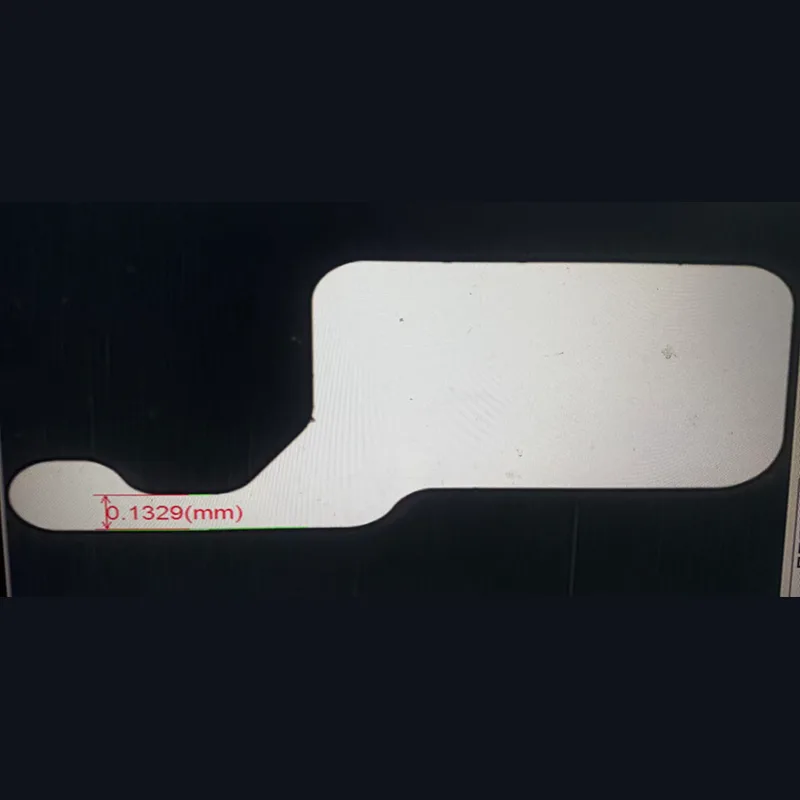
Precision Stamping Die Cutting Insert on olennainen esimerkki erittäin tarkasta, mikromittakaavaisesta ja monimutkaisesta geometriasta. Työkappaleessa on erittäin pienet sisäkulmat, mikrohienot leikkausreunat, erittäin kapeat urat ja monimutkaiset kartiomaiset leikkausgeometriat, joiden hienoimmat rakenteelliset ominaisuudet ovat noin 0,1329 mm. Valmistettu KD20-volframikarbidista – materiaalista, jolle on ominaista korkea kovuus ja luontainen hauraus – työkappale asettaa erittäin tiukat vaatimukset purkausenergian ohjaukselle, lämpöstabiiliudelle, polun kompensoinnille ja synkronoidulle kartioleikkauksen ohjaukselle. Tämä on erityisen tärkeää käytettäessä ultrahienoa 0,05 mm kuparilankaa, jossa pienikin vaihtelu langan jännityksessä voi vaarantaa leikkuureunan eheyden ja osan mittapysyvyyden.
Ohjattu vakiolämpötilainen työstöympäristö
Erittäin tarkan hidassyöttöisen lankaleikatun EDM-prosessin aikana työpajaympäristö pidetään vakiona. Hallitsemalla tiukasti ympäristön lämpötilan vaihteluita minimoidaan tehokkaasti lämpölaajenemisvirheet ja mittapoikkeamat, joita esiintyy tyypillisesti pitkittyneiden työstöjen aikana. Tämä varmistaa tasaisen mittojen vakauden useiden viimeistelykertojen aikana ja täyttää näin erittäin tarkan koneistuksen vaatimukset ±0,001 mm:n toleranssilla.
Laadunvalvonta ja tarkastus IM-1220:lla
Keyence IM-1220 täysin automatisoitu kuvanmittausjärjestelmä käyttää mikronitason automaattisia skannaustarkastuksia, mikä eliminoi tehokkaasti manuaaliseen mittaukseen liittyvät mahdolliset virheet.
Tärkeimmät tarkastusparametrit ovat: sisä- ja ulkomuotojen mitat, yksipuoliset työstövarat, 2 mm:n leikkaussärmäosan kohtisuora, 0,5° kartiokulma ja leikkuureunan pinnan viimeistely.
Tarkastusjärjestelmä pystyy luotettavasti ratkaisemaan toleransseja ±0,001 mm asti ja luo automaattisesti digitoidut laaduntarkastusraportit.
Tarkastustiedoista saatua palautetta hyödyntämällä voidaan edelleen optimoida työstöparametreja ja kompensaatioarvoja, jolloin saadaan aikaan suljetun kierron ohjausjärjestelmä, joka integroi saumattomasti koneistus- ja tarkastusprosessit.
Huippuluokan laadunvalvonta
Erittäin alhaisen energian tarkkuuden monivaiheisen viimeistelyn ansiosta lopullinen leikkuureuna pysyy terävänä, purseettomana, ilman reunan romahtamista ja ilman palamisjälkiä. Samanaikaisesti tämä prosessi minimoi tehokkaasti purkaustekstuurin kertymisen ja mikroskooppisten reunahalkeamien riskiä, mikä parantaa leimatun poikkileikkauksen laatua ja pidentää Precision Stamping Die Cutting Insertin jatkuvaa käyttöikää.
Sovellettavat kentät
• Tarkkuusleimaustyökalut
• Liitinmuotit
• IC-puolijohdemuotit
• Tarkkuuslääketieteelliset komponentit
• Tarkkuuselektroniset leimaussuuttimet
• Tarkkuuslaitteisto uusiin energiasovelluksiin
Hot Tags: Tarkkuusleimaustyökalu, Kiina, valmistaja, toimittaja, tehdas
Aiheeseen liittyvä luokka
Lähetä kysely
Ole hyvä ja lähetä kyselysi alla olevalla lomakkeella. Vastaamme sinulle 24 tunnin kuluessa.





